

Para usos en procesos de granallado, limpieza y terminación superficial
En esta nota se compara la utilización entre Granalla de Acero y Garnet proyectadas por equipos de granallado por aire comprimido dentro de recintos cerrados tales como cuartos de granallado, tanques o bodegas de barcos.
Los sistemas modernos de proyección de partículas por aire comprimido, equipos de granallado, arenado o decapado mecánico, trabajan indistintamente con cualquier tipo de abrasivos. Esto permite, utilizando un mismo equipo, seleccionar el abrasivo adecuado para cada tipo de trabajo. No se referencia en esta nota a equipos que utilizan turbinas centrifugas de granallado para la impulsión del abrasivo ya que estos equipos no pueden utilizar arena, garnet, oxido o escoria.
El Garnet, es la designación de un grupo de minerales silicatos con similar estructura cristalina y composición química utilizados entre otros para procesos de arenado o sandblasting. El Garnet utilizado como abrasivo, es llamado Alamandite (Fe, Mg) 3Al2(SIO)4 siendo un producto natural químicamente inactivo sin ningún componente tóxico ni cuarzo. La dureza y forma del Garnet, lo convierte en un abrasivo agresivo, que puede ser reciclado hasta unas 5 veces.
Es un abrasivo que se obtiene del acero a través de proceso de fusión con composiciones químicas controladas. Del proceso primario de fabricación se obtienen partículas redondeadas que constituyen las granallas de acero esféricas (shot). Estas partículas en el estado de mayor diámetro se parten formando así la granalla de acero angular (grit).
Para aquellos trabajos en donde reemplazan el uso de la arena, se utilizan exclusivamente granallas angulares, en algunos casos con el agregado de un pequeño porcentaje de granalla esférica. Una partícula de granalla angular presenta aristas y puntas y al ser proyectada trabaja como una herramienta que clava y arrastra en la superficie a procesar. Este abrasivo, puede ser seleccionado de acuerdo al trabajo a realizar, no solo por el tamaño de la partícula, uniforme en todas ellas, sino la dureza en determinados rangos. Es altamente reciclable, pudiendo ser proyectado desde 700 a 5000 veces conforme al diámetro, tipo y dureza de abrasivo utilizado. Al ser partículas de acero templado y revenido no provocan ningún problema de contaminación en la superficie de trabajo. El polvo producido en la operación es solo básicamente el resultado de los materiales removidos sobre la superficie a tratar. Debido a que no absorbe humedad, la granalla de acero no requiere de un secado previo y al ser todas las partículas de similar granulometría, producen un trabajo totalmente uniforme.
Si se utilizan similares equipos de proyección y protección del operador, el garnet es más abrasivo y produce un desgaste mayor de la línea de transporte de abrasivos, mangueras, acoples y boquilla. El garnet produce más polución respecto de la granalla, requiriendo sistemas de extracción y y filtrado de polvo de mayor capacidad. En líneas generales los aspiradores constituyen la parte más costosa de la instalación y operativamente el costo de mantenimiento de los elementos filtrantes es mayor. Si se utiliza granalla de acero es necesario contar con un sistema de recuperación y limpieza del abrasivo para poder reutilizarlo en forma eficiente. Para la escoria es necesario un sistema de recolección y disposición final.
Podemos reseñar en la siguiente tabla, las principales características de ambos abrasivos:
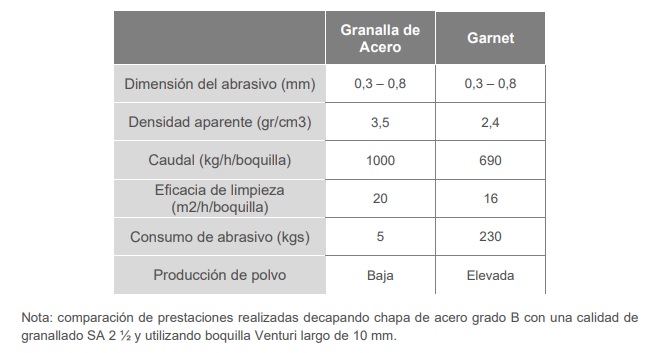
Con este simple análisis, podemos sintetizar que, comparada con el garnet, la granalla de acero, si es utilizada con el equipo y condiciones adecuadas; permite


BRIG. ESTANISLAO LOPEZ N° 6
[S2108AIB] SOLDINI
SANTA FE - ARGENTINA
+54 341 490 1100
info@cym.com.ar
EIZAGUIRRE 1073
[B1754FLA] SAN JUSTO
BUENOS AIRES - ARGENTINA
+54 11 3979-4111 / +54 9 11 3345-8578
cymba@cym.com.ar
SAN MARTÍN 476
[X2645] CORRAL DE BUSTOS
CÓRDOBA - ARGENTINA
+54 9 341 555-5001
corral@cym.com.ar





![]()
![]()













