Los trabajos de preparación de superficies están normalizados por varias asociaciones internacionales. Las normas definen la terminación deseada o sea el grado de granallado a alcanzar. Algunas normas son de comparación visual utilizando probetas de acero, discos comparadores o fotografías y otras normas son solo escritas. Todas ellas están sujetas a un vasto grado de interpretación y aplicación de las especificaciones dadas por los usuarios, inspectores, aplicadores y otros.
Tabla comparativa de equivalencias de normas de preparación de superficie
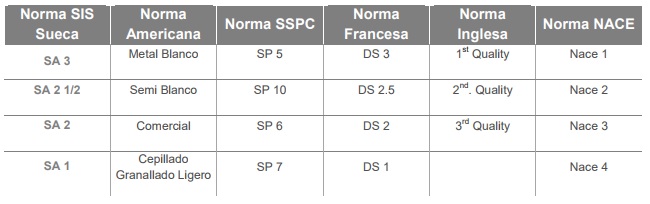
Las normas de mayor utilización en toda América Latina son las siguientes:
- Normas SSPC - Steel Structures Painting Council (Pittsburgh USA): La metodología utilizada se basa en la comparación de la superficie tratada con el patrón de la norma, fotografías
- Normas SIS 05 5900- Swedish Standards Institution (Stockholm Suecia): La metodología utilizada se basa en la comparación de la superficie tratada con el patrón de la norma con transparencias
Ambas normas utilizan similares grados de herrumbre
Norma Europea SIS 05 5900
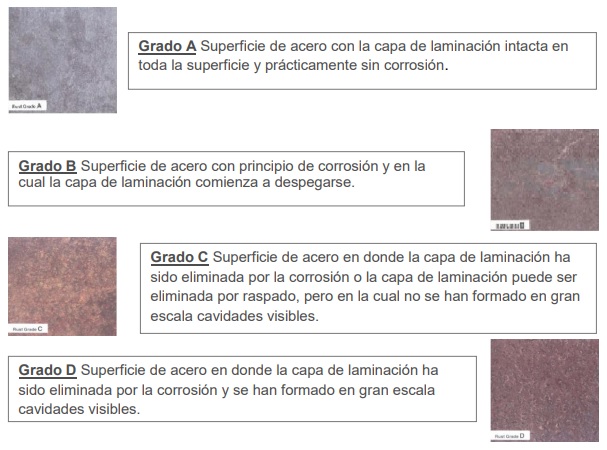
La norma Europea define, para superficies de acero laminadas en caliente los cuatro grados diferentes de herrumbre, antes enunciados como A, B, C, D. Partiendo de cada grado de herrumbre se definen grados de preparación de superficie, codificados como:
- ST 2 y ST 3: para raspado y cepillado
- Sa 1, Sa 2, Sa 2 1/2, Sa 3 mediante proyección de partículas abrasivas (arenadogranallado)
Así se combinan el punto de partida (superficie previa al granallado) y la terminación final (superficie ya granallada). Como ejemplo, si se parte de un grado de herrumbre "B" y se logra un grado de preparación Sa 2 1/2 el trabajo se define como B Sa 2 1/2. También los grados de preparación superficial están descriptos con palabras pero las ilustraciones siempre proporcionan una información más precisa.
Grados de preparación por raspado y cepillado manual con cepillo de acero:
Las superficies de acero se limpiarán para quitar el aceite, grasa, etc., y las capas gruesas de óxido se sacarán con un cincel antes del tratamiento.
- Grado St 2 Raspado, cepillado manual con cepillo de acero - cepillado a máquinaesmerilado a máquina- etc. de una manera minuciosa. Mediante el tratamiento se quitarán las capas sueltas de laminación, el óxido y las partículas extrañas. Luego se limpiará la superficie con un aspirador de polvo, aire comprimido limpio y seco o un cepillo limpio. Entonces deberá adquirir un suave brillo metálico.
El aspecto deberá coincidir con las figuras de la designación St 2.
- Grado St 3 Raspado, cepillado manual con cepillo de acero, cepillado a máquina esmerilado a máquina, etc. de una manera muy minuciosa. La superficie se tratará como en el grado St 2 pero de una manera mucho más minuciosa. Después de quitar el polvo, la superficie deberá presentar un claro brillo metálico y su aspecto deberá coincidir con las figuras de la designación St 3
Grados de preparación por proyección de abrasivos
Las superficies de acero se limpiarán para quitar el aceite, grasa, etc. y las capas gruesas de óxido se sacarán con un cincel antes del tratamiento.
- Grado Sa 1 Arenado-Granallado ligero: se quita la capa suelta de laminación, el óxido suelto y las partículas extrañas sueltas. El aspecto deberá coincidir con las figuras para Sa 1.
- Grado Sa 2 Arenado-Granallado minucioso: se quita casi toda la capa de laminación y de óxido y casi todas las partículas extrañas. Deberá adquirir entonces un color grisáceo y su aspecto deberá coincidir con las figuras de la designación Sa 2.
- Grado Sa 2 1/2 Arenado-Granallado muy minucioso: las capas de laminación, óxido y partículas extrañas se quitan de una manera tan perfecta que los restos sólo aparezcan como ligeras manchas o rayas. Su aspecto deberá entonces coincidir con las figuras de la designación Sa 2 1/2.
- Grado Sa 3 Arenado-Granallado a metal blanco: Toda la capa de laminación, todo el óxido y todas las partículas extrañas se quitan sin dejar ningún resto de contaminante. Deberá adquirir un color metálico uniforme y coincidir con las figuras de la designación Sa 3.
Norma Americana SSPC VIS 1- 89
Al igual que la norma Europea, la norma Americana SSPC define cuatro grados de herrumbre (A, B, C, D) equivalentes y partiendo de éstos se definen distintos grados de preparación:
- Grado SSPC SP7 Granallado / Arenado Rápido
- Grado SSPC SP6 Granallado / Arenado Comercial
- Grado SSPC SP10 Granallado / Arenado cercano a metal blanco
- Grado SSPC SP5 Granallado / Arenado a metal blanco
Como ejemplo, si se parte de un grado de herrumbre "B" y se logra un grado de preparación SP 10 el trabajo se define como B SP 10
- Grado SSPC SP7 Arenado – Granallado Rápido: la superficie debe verse libre de aceite, grasa, polvo, capa suelta de laminación, óxido suelto y capas de pintura desprendidas. Conserva la capa de laminación donde está firmemente adherida. Estas partes no deben desprenderse mediante un objeto punzante. Es utilizado sólo en los casos de condiciones muy poco severas y presentará áreas de probables fallas.
- Grado SSPC SP6 Arenado – Granallado Comercial: la superficie debe verse libre de aceite, grasa, polvo, óxido y los restos de capa de laminación no deben superar al 33% de la superficie en cada pulgada cuadrada de la misma. Los restos deben verse sólo como de distinta coloración. Generalmente se lo especifica en aquellas zonas muy poco solicitadas sin ambientes corrosivos.
- Grado SSPC SP10 Arenado – Granallado cercano a metal blanco: la superficie debe verse libre de aceite, grasa, polvo, óxido, capa de laminación, restos de pintura y otros materiales extraños. Se admite hasta un 5% de restos que pueden aparecer sólo como distinta coloración en cada pulgada cuadrada de la superficie . Es la especificación más comúnmente utilizada. Reúne las características de buena preparación y rapidez en el trabajo. Se lo utiliza para condiciones regulares a severas.
- Grado SSPC SP5 Arenado a metal blanco: la superficie debe verse libre de aceite, grasa, polvo, óxido, capa de laminación restos de pintura sin excepciones. Es utilizada donde las condiciones son extremadamente severas, con contaminantes ácidos, sales en solución, etc.
Notas aclaratorias
- En la práctica el grado de preparación más utilizado es el Sa 2 1/2 o SP10 debido a que provee un anclaje suficiente para la pintura (en las utilizaciones más generales), sin llegar a una terminación Sa 3 o SP5 que es la más completa, pero al mismo tiempo la más costosa.
- Es importante recalcar que cuando se utilizan los patrones de comparación visual se debe tener presente que el resultado no tiene porque ser exacto al de la ilustración que da la norma. Toda superficie una vez granallada puede diferir en su aspecto y color conforme el tipo de abrasivo utilizado (arena, granalla de acero, etc) además del metal base que se limpió. Es importante en estos casos remitirse al grado de remoción de óxidos que dice la norma.
- Una forma de controlar el trabajo es realizar probetas del mismo material a procesar con el abrasivo y en condiciones de trabajo similares a las de obra. Una vez medidas y aprobadas se efectúan durante el trabajo todas las comparaciones con dichas probetas.
- Es muy importante alcanzar el grado de terminación requerido, pues una especificación no alcanzada puede derivar en una falla prematura, en cambio superar la norma involucrará un mayor costo en el trabajo.
Descargar el Catalogo






















