
 La vida útil de un revestimiento depende tanto de la calidad del revestimiento como de la preparación de la superficie. Los objetivos principales de la preparación superficial son dos:
La vida útil de un revestimiento depende tanto de la calidad del revestimiento como de la preparación de la superficie. Los objetivos principales de la preparación superficial son dos:
Si bien el proceso de granallado logra los dos objetivos en una única operación, las condiciones de regulación del equipo son diferentes en función del objetivo, y por lo tanto utilizando un solo equipo se definen regulaciones de compromiso donde los rendimientos no siempre son los mejores. La principal variable de regulación en un proceso de granallado es el Mix de Granalla.
Limpieza Para lograr un buen rendimiento de limpieza superficial el MIX DE GRANALLA ideal se logra con un gran rango de tamaños de partículas determinado siendo que las partículas grandes por tener mayor energía cinética remueven los contaminantes más difíciles y las partículas más chicas, con menor energía pero en mucha mayor cantidad permiten lograr una mejor cobertura. Siempre se recomienda para procesos de limpieza, regular el sistema de purificación de abrasivo del equipo de granallado para descartar partículas de un 25% del tamaño nominal de la granalla nueva, logrando así el mejor rendimiento, de producción y costo.
Perfil de rugosidad El perfil (rugosidad) depende directamente de 3 variables,
 Las 3 variables deben definirse luego de efectuar pruebas prácticas en función de la dureza del material a granallar, del perfil necesario y del tipo de requerimiento del revestimiento a aplicar. Como la variable tamaño de granalla se modifica constantemente durante el proceso, y la energía de impacto es función cúbica del tamaño, el Mix de Granalla ideal se logra con un rango pequeño de tamaños de partículas.
Las 3 variables deben definirse luego de efectuar pruebas prácticas en función de la dureza del material a granallar, del perfil necesario y del tipo de requerimiento del revestimiento a aplicar. Como la variable tamaño de granalla se modifica constantemente durante el proceso, y la energía de impacto es función cúbica del tamaño, el Mix de Granalla ideal se logra con un rango pequeño de tamaños de partículas.
En estos casos se recomienda regular el sistema de limpieza del equipo de granallado para descartar partículas de un 50% del tamaño nominal. La mayor cantidad de fallas de revestimientos, es a causa de contaminación en la parte posterior del revestimiento (contaminación entre la superficie del tubo y el revestimiento), y ésta se produce en mayor medida cuando se granallan superficies muy sucias y con muchos contaminantes. En el caso de granallar con 2 equipos, el segundo va a granallar una superficie más limpia, por lo tanto disminuye la probabilidad de falla por contaminación.
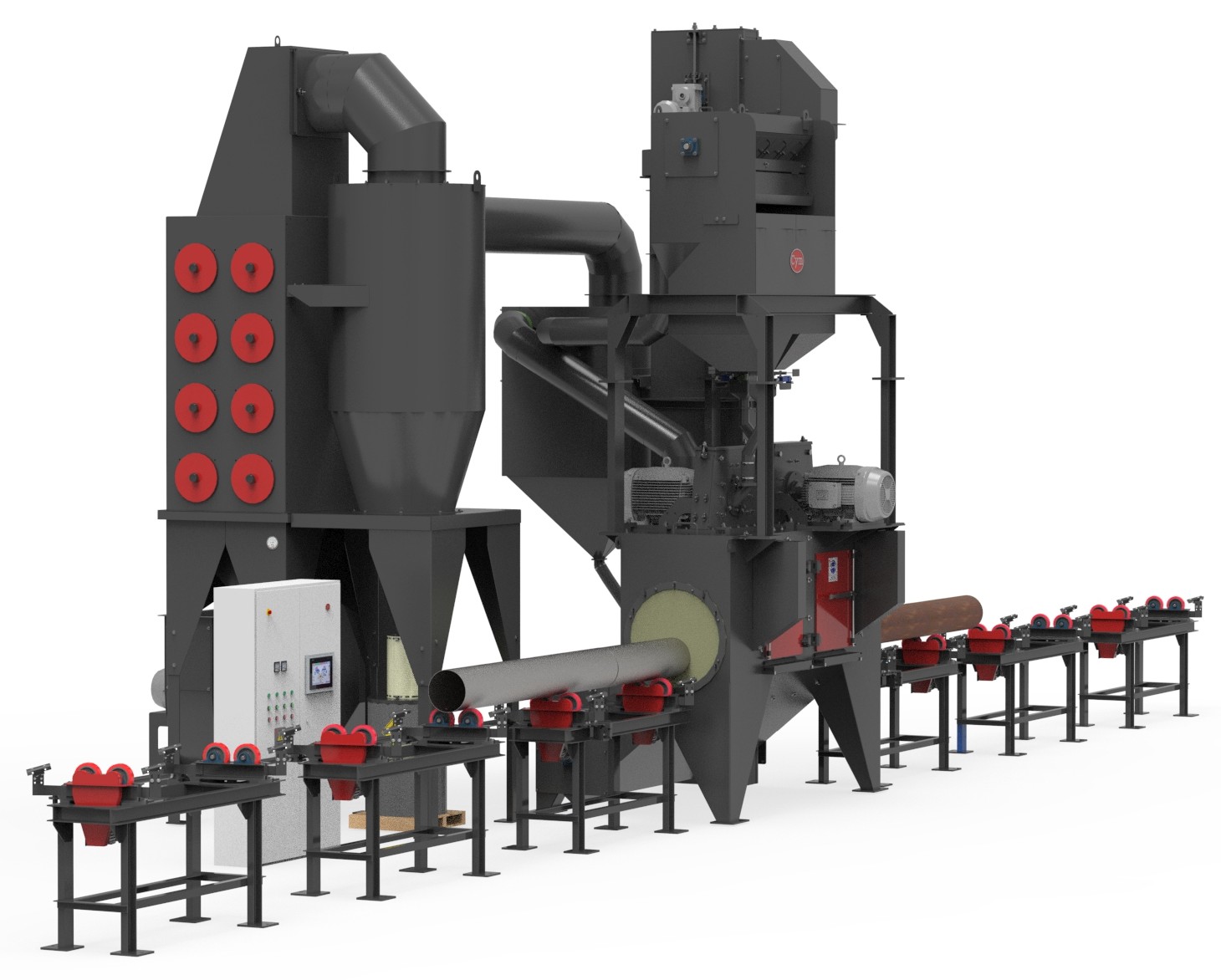
La ventaja en la utilización de 2 equipos en línea para procesos de granallado de tubos previo a la aplicación de revestimientos anticorrosivos es la siguiente:
Equipo 1 – Granallado Para Limpieza
Equipo 2 -Granallado Para Perfil de rugosidad Superficial
Trabajando con 2 equipos de granallado en línea, además de mejorar la calidad de granallado, la producción puede llegar a duplicarse con costo por metro cuadrado similar. Lograr esto depende exclusivamente de la correcta regulación de las máquinas.
Nota: los aceites y grasas no se pueden eliminar con granallado, por lo tanto es necesario que los tubos ingresen a las granalladoras sin restos de aceite. De todos modos en un sistema de granallado con 2 máquinas los riesgos de falla por contaminación de aceite disminuyen, y pueden aceptarse pequeñas cantidades de aceite sobre la superficie previo al granallado.
Información complementaria
Norma Mercosur indicando la necesidad de utilizar 2 equipos de granallado en línea
Título General: Recubrimientos epoxidicos aplicados en polvo sobre tubos de acero para conducciones catódicas enterradas o sumergidas con protección catódica.

BRIG. ESTANISLAO LOPEZ N° 6
[S2108AIB] SOLDINI
SANTA FE - ARGENTINA
+54 341 490 1100
info@cym.com.ar
EIZAGUIRRE 1073
[B1754FLA] SAN JUSTO
BUENOS AIRES - ARGENTINA
+54 11 3979-4111 / +54 9 11 3345-8578
cymba@cym.com.ar
SAN MARTÍN 476
[X2645] CORRAL DE BUSTOS
CÓRDOBA - ARGENTINA
+54 9 341 555-5001
corral@cym.com.ar





![]()
![]()













